

Hogyan javíthatják az új, különleges tervezésű fúvókák a nagy teljesítményű lézeres vágás hatékonyságát?
A 10 000 wattot meghaladó nagy teljesítményű lézerrendszerek széleskörű elterjedésével néhány hazai berendezésgyártó elkezdte fejleszteni ezeket a nagy teljesítményű rendszereket. Ennek következtében a piacon jelentősen megnőtt a speciális szálas lézer teljesítmény- és folyamatmegoldások iránti kereslet. Ez a cikk, amely a lézergyártók, berendezésgyártók és végfelhasználók gyakorlati tapasztalatain alapul, átfogó elemzést nyújt a vágási előnyökről (mint például a vágási képesség, hatékonyság és minőség) és a nagy teljesítményű lézerek folyamatjellemzőiről, valamint a speciális fúvókáink alkalmazásairól. Úgy véljük, hogy ez rendkívül hasznos lesz az Ön számára.
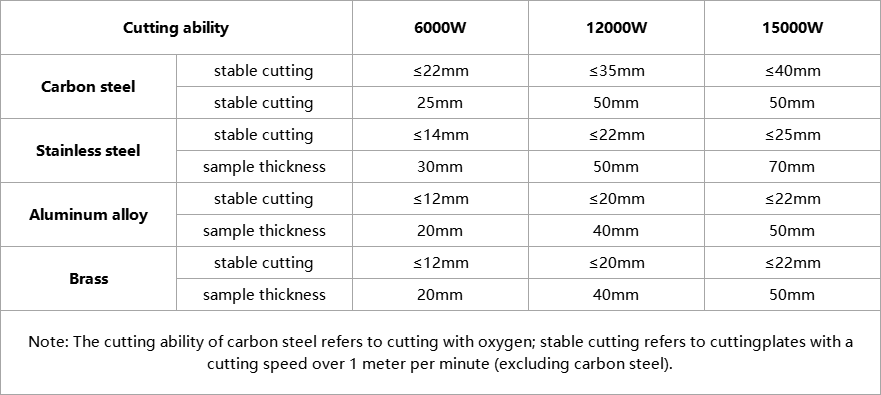
1. Jelentős javulás a vágási képességben

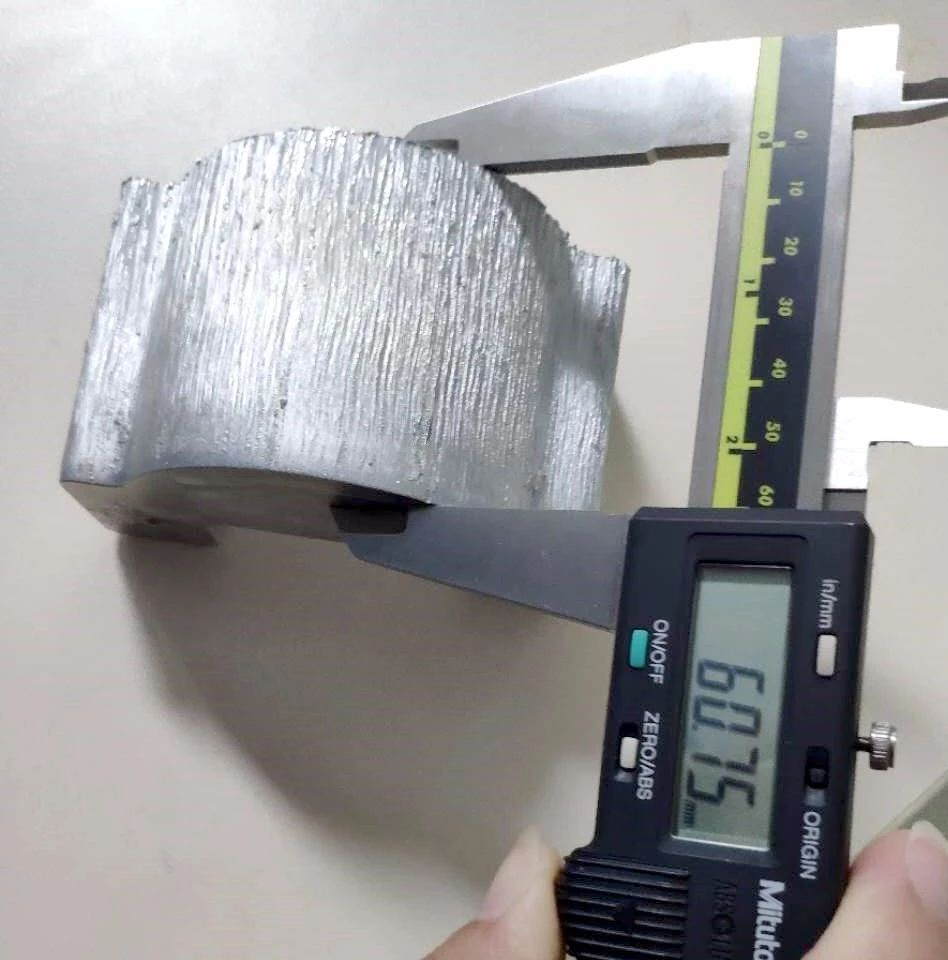
▲ 12 000W vágás 60mm alumínium.
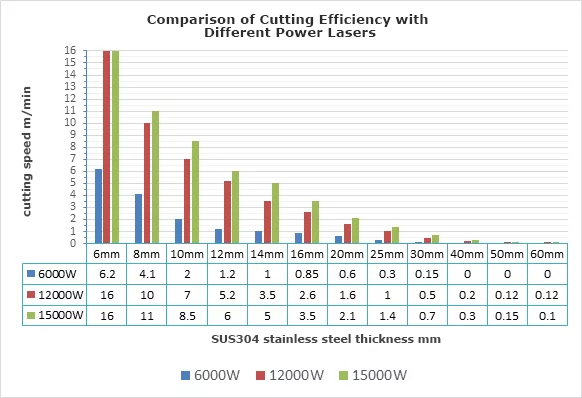
2. A vágási hatékonyság megduplázódása
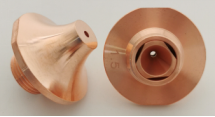
2.1 A nagy teljesítményű olvasztási vágás hatékonysága nagymértékben megnőtt, a tipikus speciális fúvókák közé tartozik a BFL, FBC, BST, TCD és HHC.
BFL 10.0 Kétirányú áramlású fúvóka, amely alkalmas nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén. 
A különleges fúvóka geometria és az optimalizált gázáramlás miatt a vágási gáz fogyasztása 40%-kal csökkent.
A nagy sebességű vágási folyamat és a kettős áramlású fúvóka kombinálásával a lemezfeldolgozási hatékonyság 100%-ra növelhető.
Nagyon magas vágási minőség és széles vágási folyamatparaméterek.
BFL 2.5/3.0/4.0/6.0 bidirekcionális áramlású fúvóka, amely alkalmas nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén. 
Jelentős minőségjavulás, beleértve a behatolás javítását és a forgácsok, valamint a elszíneződés kialakulásának csökkentését;
A termelékenység jelentősen megnő, miközben csökkenti a nitrogén fogyasztását;
Az egyedi belső fúvóka geometria segít optimalizálni a vágási hatást.
TCD 3.0 Érintőlemez fúvókák, amelyek alkalmasak nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén. 
A nagy sebességű Eco vágási folyamat és a lemezhez érintkező fúvókák révén a lemezfeldolgozási hatékonyság 100%-ra növelhető.
Helyezze a fúvókasapkát közvetlenül a lemezre, csökkentve a vágáshoz szükséges gázfogyasztást 70%-kal, és megakadályozva a vágógáz oldalirányú szivárgását.
A moduláris tervezés lehetővé teszi az egyes alkatrészek cseréjét a kopás és elhasználódás alapján, növelve a termék költséghatékonyságát.
FBC 6.0/7.0/7.5/9.0 fényes fúvóka, amely alkalmas nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén. 
Áramlásoptimalizáló fúvóka, sima keresztmetszeti minőséggel;
Stabil vágási folyamat, a gázáramlás egyenletesebbé tételével;
Nagyon jó vágási minőség, utómunka nem szükséges.
BST 3.5/5.0/6.0/7.0 alkalmas nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén. 
Alacsonyabb légnyomáson történő vágásra alkalmas;
Stabilabb sarkoknál, kevésbé hajlamos a sorjázásra;
Szélesebb vágási folyamatparaméterek állnak rendelkezésre.
BST+ 3.5/5.0 alkalmas nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén.
Alacsonyabb légnyomáson történő vágásra alkalmas;
Stabilabb sarkoknál, kevésbé hajlamos a sorjázásra;
Szélesebb vágási folyamatparaméterek;
Moduláris tervezés, cserélhető kopóalkatrészek, csökkentve a használati költségeket.
HHC 2.0/3.0/4.0/5.0 alkalmas nitrogén vágására rozsdamentes acél, alumínium ötvözet stb. esetén.

A teljes nem vas fémlemez sorozat magas teljesítményű szálvágással nitrogénnal vágva, a sima vágott felület minősége kiemelkedő;
A vágási folyamat stabil, egyenletesebb gázáramlással.
▼ Rozsdamentes acél vágás - akár 400%-os hatékonyságnövekedés.
2.2 Magas teljesítményű oxigénsegített vágás lehetővé teszi a fényes felület vágását, olyan fúvókákat igényel, mint HHB/HHS/ACL/HHC.
HHB 1.2/1.4/1.6/1.8

Nagy teljesítményű és teljes teljesítményű vágás;
A hagyományos dupla rétegű fúvókákhoz képest akár 50%-kal növelheti a lemezfeldolgozási hatékonyságát;
Ultra-fényes felület vágásának elérése különböző teljesítmény- és lemezvastagsági feltételek mellett.
HHS 1.2/1.4/1.5/1.6/1.7
Nagy teljesítményű és teljes teljesítményű vágás;
A hagyományos dupla rétegű fúvókákhoz képest akár 50%-kal növelheti a lemezfeldolgozási hatékonyságát;
Magasabb pozitív fókuszvágás érhető el, biztosítva, hogy a fúvóka ne melegedjen túl, miközben fényes felületvágást ér el.
ACL 1.2/1.4/1.5/1.6/1.7/1.8

Új innovatív fúvóka légkondicionáló szerkezet;
Magas minőségű szakaszvágást ér el ultra vastag lemezek és ultra magas pozitív fókusz esetén
HHC 2.0/3.0/4.0/5.0 Alkalmas nitrogénvágásra rozsdamentes acél, alumínium ötvözet stb. esetén.

A teljes nem vasfém lemezsorozat magas teljesítményű szálas nitrogén vágásával a sima vágott felület minősége kiemelkedő.
A vágási folyamat stabil, egyenletesebb gázáramlással.
