

כיצד מזרקים בעיצוב מיוחד חדשים יכולים לשפר את היעילות של חיתוך לייזר בעוצמה גבוהה?
עם אימוץ נרחב של מערכות לייזר עוצמה גבוהה מעל 10,000 וואט, כמה יצרני ציוד מקומיים החלו לשדרג למערכות עוצמה גבוהה אלה. כתוצאה מכך, הביקוש לביצועים לייזר סיבים מיוחדים ופתרונות תהליך גדל באופן משמעותי בשוק. מאמר זה, המבוסס על ניסיון מעשי של יצרני לייזר, יצרני ציוד, ו-משתמשים סופיים, מספק ניתוח מקיף של היתרונות החיתוך (כגון יכולת חיתוך, יעילות ואיכות) ותכונות תהליך של לייזרים בעלי עוצמה גבוהה, יחד אנו מאמינים שזה יהיה מאוד מועיל לך.
1. משרד החוץ שיפור משמעותי ביכולת החיתוך
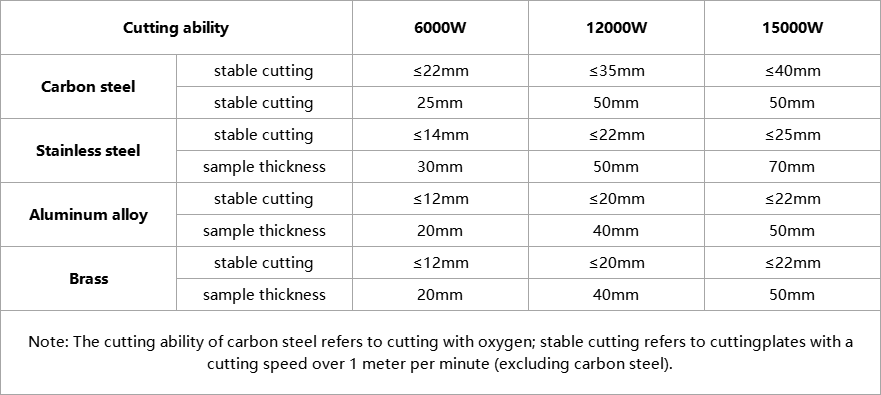

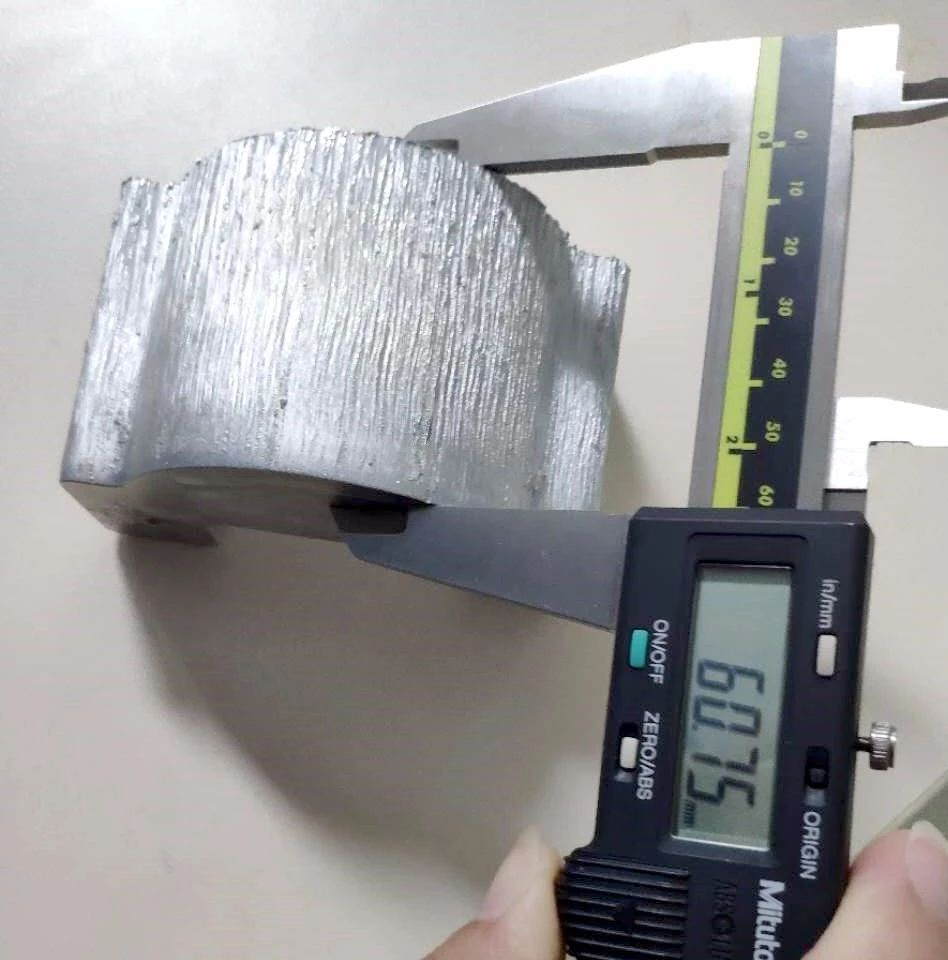
▲ 12,000W חיתוך 60 מ"מ אלומיניום.
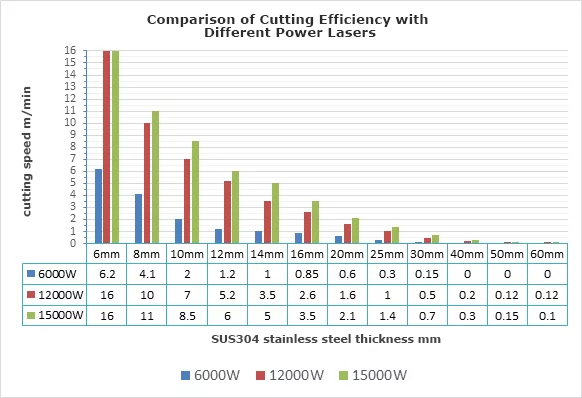
2. משרד החוץ כפול ביעילות החיתוך
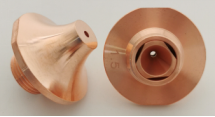
2.1 יעילות חיתוך בשרוך עוצמה גבוהה גדלה מאוד, עם נוצות מיוחדות טיפוסיות כולל BFL, FBC, BST, TCD, HHC.
BFL 10.0 נוזל זרימה דו כיווני מתאים לחתוך חנקן של פלדה לא מדודה, סגסוגות אלומיניום וכו'. 
הודות לגאומטריה המיוחדת של הפקק וזרם הגז האופטימי, צריכת גז החיתוך צנחה ב-40%.
על ידי שילוב תהליך חיתוך מהיר עם נוזל דו-זרם, יעילות עיבוד הדף שלך יכולה להיות מוגברת ל-100%.
איכות חיתוך גבוהה מאוד ומגוון רחב של פרמטרים של תהליך החיתוך.
BFL 2.5/3.0/4.0/6.0 נוזל זרימה דו כיווני מתאים לחתוך חנקן של פלדה בלתי מלוכלכת, סגסוגת אלומיניום וכו'. 
שיפור משמעותי באיכות, כולל שיפור חדירה והפחתת היווצרות של חריצים ושינוי צבע;
הפקה גדלה באופן משמעותי תוך הפחתת צריכת החנקן;
הגיאומטריה הפנימית הייחודית של הפקק מסייעת לייעל את אפקט החיתוך.
TCD 3.0 נוצות צלחת מגע מתאימות לחתוך חנקן מפלדה לא מדודה, סגסוגת אלומיניום וכו'. 
באמצעות תהליך החיתוך האקולוגי במהירות גבוהה ופיצוחים המגעים עם הלוח, יעילות עיבוד הלוח שלך יכולה להיות מוגברת ל-100%.
הניחו את מכסה הפקק ישירות על הדף, כך שתפחית את צריכת הגז לחתוך ב-70% ותמנע את חיתוך הגז מהצדדים.
העיצוב המודולרי מאפשר החלפת חלקים בודדים על בסיס התלבושות, תוך שיפור היעילות של המוצר.
FBC 6.0/7.0/7.5/9.0 נוזל בהיר מתאים לחתוך חנקן של פלדה לא מדודה, סגסוגות אלומיניום וכו'. 
נוזל אופטימיזציה זרימה, בעל איכות של חיתוך חלקי חלק;
תהליך חיתוך יציב, באמצעות זרימת גז אחידה יותר;
איכות חיתוך טובה מאוד, לא נדרשת עיבוד מחדש.
BST 3.5/5.0/6.0/7.0 מתאים לחתוך חנקן של פלדה לא מדודה, סגסוגות אלומיניום וכו'. 
מתאים לחתוך בלחץ אוויר נמוך יותר;
יציבות רבה יותר בפינות, פחות נוטה להיווצרות של חור;
מגוון רחב יותר של פרמטרים תהליך חיתוך זמין.
BST+ 3.5/5.0 מתאים לחתוך חנקן של פלדה לא מדודה, סגסוגת אלומיניום וכו'.
מתאים לחתוך בלחץ אוויר נמוך יותר;
יציבות רבה יותר בפינות, פחות נוטה להיווצרות של חור;
מגוון רחב יותר של פרמטרים של תהליך החיתוך;
עיצוב מודולרי, חלקי שימוש החלופיים, הפחתת עלויות השימוש.
HHC 2.0/3.0/4.0/5.0 מתאים לחתוך חנקן של פלדה לא מדודה, סגסוגות אלומיניום וכו'.

לאחר חיתוך של כל סדרת הלוחים המתכות הלא-פלוריים עם חיתוך סיבים בעל עוצמה גבוהה עם חנקן, איכות פני השטח החתוך חלקת בולטת;
תהליך החיתוך יציב, עם זרימת גז אחידה יותר.
▼ חיתוך פלדה לא מדודה - גידול ביעילות של עד 400%.
2.2 חיתוך בעזרת חמצן בעל עוצמה גבוהה מאפשר חיתוך של משטחים בהירים, הדורש נוצות כגון HHB/HHS/ACL/HHC.
HHB 1.2/1.4/1.6/1.8

כוח גבוה וחתוך בכוח מלא;
בהשוואה לדיוסות דו שכבות מסורתיות, זה יכול להגדיל את יעילות עיבוד הלוח שלך ב-50%;
להשיג חיתוך משטח בהיר ביותר בתנאי עוצמה ועובי לוחות שונים.
HHS 1.2/1.4/1.5/1.6/1.7
כוח גבוה וחתוך בכוח מלא;
בהשוואה לדיוסות דו שכבות מסורתיות, זה יכול להגדיל את יעילות עיבוד הלוח שלך ב-50%;
הוא יכול להשיג חיתוך מקיף חיובי גבוה יותר, להבטיח כי הפקק לא מתחמם יתר על המידה תוך כדי השגת חיתוך משטח בהיר.
ACL 1.2/1.4/1.5/1.6/1.7/1.8

מבנה חדשני של קרירת אוויר עם נוזל;
משיגים חיתוך של חלקיקים עבים ביותר באיכות גבוהה ומרכז חיובי גבוה מאוד
HHC 2.0/3.0/4.0/5.0 מתאים לחתוך חנקן של פלדה לא מדודה, סגסוגות אלומיניום וכו'.

לאחר חיתוך של כל סדרת הלוחים המתכות הלא-פלדה עם חנקן סיבים בעל עוצמה גבוהה, איכות פני השטח החתוך חלקת בולטת.
תהליך החיתוך יציב, עם זרימת גז אחידה יותר.
