

Як нові спеціальні конструкції сопел можуть покращити ефективність різання лазером великої потужності?
З поширенням високопотужних лазерних систем, що перевищують 10 000 ват, деякі вітчизняні виробники обладнання почали оновлюватися до цих високопотужних систем. Внаслідок цього попит на спеціалізовані рішення для продуктивності волоконних лазерів та процесів значно зріс на ринку. Ця стаття, основана на практичному досвіді виробників лазерів, виробників обладнання та кінцевих користувачів, надає всебічний аналіз переваг різання (таких як здатність до різання, ефективність та якість) та характеристик процесу високопотужних лазерів, разом із застосуваннями наших спеціалізованих насадок. Ми вважаємо, що це буде дуже корисно для вас.
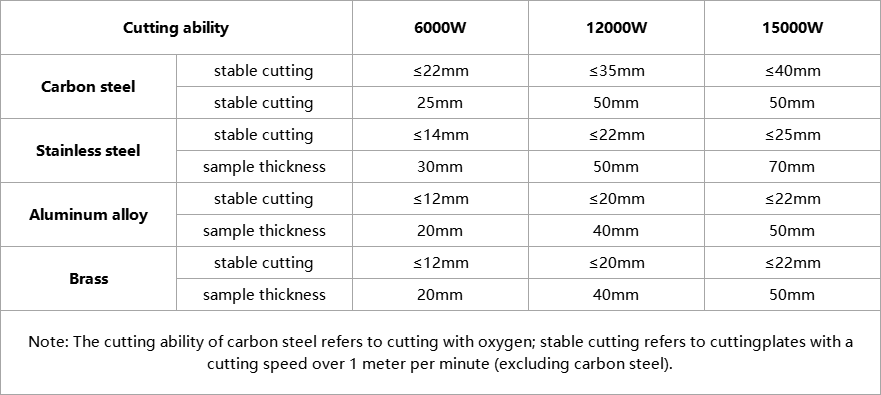
1. Значне покращення здатності до різання

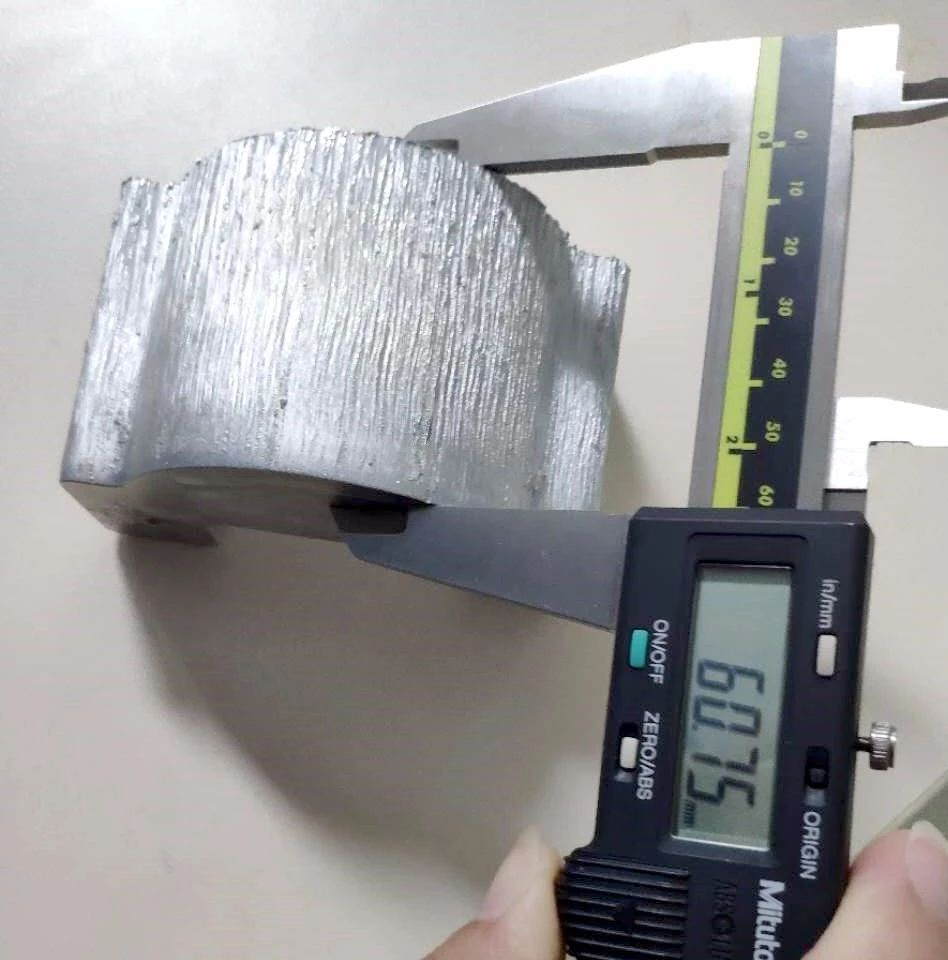
▲ 12,000W різання 60мм алюмінію.
2. Подвоєння ефективності різання
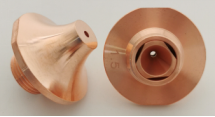
2.1 Ефективність різання з високою потужністю плавлення значно зросла, з типовими спеціалізованими насадками, включаючи BFL, FBC, BST, TCD та HHC.
BFL 10.0 Двостороння насадка, придатна для різання нітрогеном нержавіючої сталі, алюмінієвого сплаву тощо. 
Завдяки спеціальній геометрії насадки та оптимізованому газовому потоку, споживання різального газу зменшено на 40%.
Поєднуючи процес різання високою швидкістю з двосторонньою насадкою, ви можете збільшити ефективність обробки листів до 100%.
Дуже висока якість різання та широкий спектр параметрів процесу різання.
BFL 2.5/3.0/4.0/6.0 двостороння насадка, придатна для різання нітрогеном нержавіючої сталі, алюмінієвого сплаву тощо. 
Значне покращення якості, включаючи покращення проникнення та зменшення утворення задирок і зміни кольору;
Продуктивність значно зросла, при цьому зменшено споживання нітрогену;
Унікальна геометрія внутрішнього сопла допомагає оптимізувати ефект різання.
Сопла TCD 3.0 Touch plate, придатні для різання нітрогеном нержавіючої сталі, алюмінієвого сплаву тощо. 
Завдяки процесу Eco різання з високою швидкістю та соплам для дотиків до пластини, ваша ефективність обробки листів може бути збільшена до 100%.
Розмістіть рукав сопла безпосередньо на листі, зменшуючи споживання газу для різання на 70% і запобігаючи витоку різального газу з боків.
Модульний дизайн дозволяє замінювати окремі частини в залежності від зносу, підвищуючи економічність продукту.
Сопло FBC 6.0/7.0/7.5/9.0 Bright, придатне для різання нітрогеном нержавіючої сталі, алюмінієвого сплаву тощо. 
Сопло для оптимізації потоку, з гладкою якістю перетину;
Стабільний процес різання, завдяки більш рівномірному потоку газу;
Дуже хороша якість різання, без необхідності повторної обробки.
BST 3.5/5.0/6.0/7.0, придатне для різання нітрогеном нержавіючої сталі, алюмінієвого сплаву тощо. 
Придатне для різання при нижчому тиску повітря;
Більш стабільний на кутах, менш схильний до утворення задирок;
Ширший діапазон доступних параметрів процесу різання.
BST+ 3.5/5.0 підходить для різання нержавіючої сталі, алюмінієвих сплавів тощо.
Придатне для різання при нижчому тиску повітря;
Більш стабільний на кутах, менш схильний до утворення задирок;
Ширший діапазон параметрів процесу різання;
Модульний дизайн, змінні зношувані частини, зменшення витрат на використання.
HHC 2.0/3.0/4.0/5.0 підходить для різання нержавіючої сталі, алюмінієвих сплавів тощо.

Після різання всієї серії листів кольорових металів потужним волоконним різанням з азотом, якість гладкої різальної поверхні виділяється;
Процес різання стабільний, з більш рівномірним потоком газу.
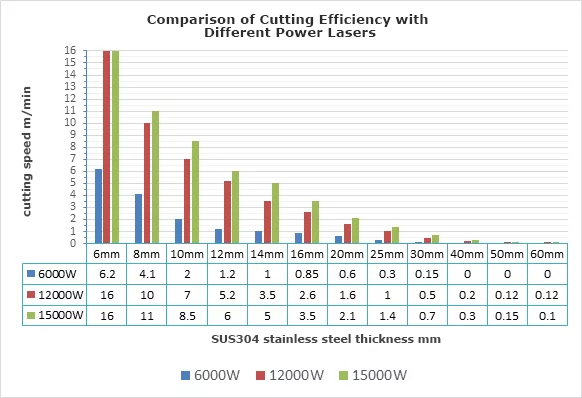
▼ Різання нержавіючої сталі - до 400% збільшення ефективності.
2.2 Потужне різання з кисневим підсиленням дозволяє отримувати яскраву різальну поверхню, вимагаючи насадки, такі як HHB/HHS/ACL/HHC.
HHB 1.2/1.4/1.6/1.8

Висока потужність і повна потужність різання;
У порівнянні з традиційними двошаровими насадками, це може збільшити вашу ефективність обробки листів на 50%;
Досягти ультра-яскравого різання поверхні за різних умов потужності та товщини пластини.
HHS 1.2/1.4/1.5/1.6/1.7
Висока потужність і повна потужність різання;
У порівнянні з традиційними двошаровими насадками, це може збільшити вашу ефективність обробки листів на 50%;
Він може досягти вищого позитивного фокусного різання, забезпечуючи, щоб сопло не перегрівалося під час досягнення яскравого різання поверхні.
ACL 1.2/1.4/1.5/1.6/1.7/1.8

Нова інноваційна структура охолодження повітрям сопла;
Досягає високоякісного різання секцій ультра-тонких пластин та ультра-високого позитивного фокусу
HHC 2.0/3.0/4.0/5.0 Застосовний для різання азотом нержавіючої сталі, алюмінієвих сплавів тощо.

Після різання всієї серії кольорових металевих пластин з високопотужним волоконним азотом, якість гладкої різальної поверхні виділяється.
Процес різання стабільний, з більш рівномірним потоком газу.
